
Un método parcial para examinar la calidad de las piezas forjadas.
ForjarLa inspección de calidad de las piezas se divide en inspección de calidad de apariencia e inspección de calidad interna. En términos generales, la inspección de la calidad de la apariencia pertenece a las pruebas no destructivas, que generalmente se llevan a cabo a simple vista o con un aumento bajo. Si es necesario, también se pueden utilizar pruebas no destructivas. Para la inspección de calidad interna, debido a los requisitos de su contenido de inspección, algunos de ellos deben adoptar pruebas destructivas, que generalmente se denominan pruebas anatómicas, como prueba de baja potencia, prueba de fractura, prueba de estructura de alta potencia, análisis de composición química. y prueba de propiedades mecánicas. Algunos también pueden usar métodos de prueba no destructivos. Para evaluar la calidad de las piezas forjadas de manera más correcta, se deben combinar las pruebas destructivas y no destructivas. Para analizar la calidad de las piezas forjadas desde un nivel profundo, también debemos usar un microscopio electrónico de transmisión o de barrido, una sonda electrónica y otros mecanismos auxiliares.
Los métodos de inspección de la calidad interna de las piezas forjadas se pueden resumir generalmente como: método de inspección de estructuras macroscópicas, método de inspección de estructuras microscópicas, método de inspección de propiedades mecánicas, método de análisis de composición química y método de prueba no destructivo.
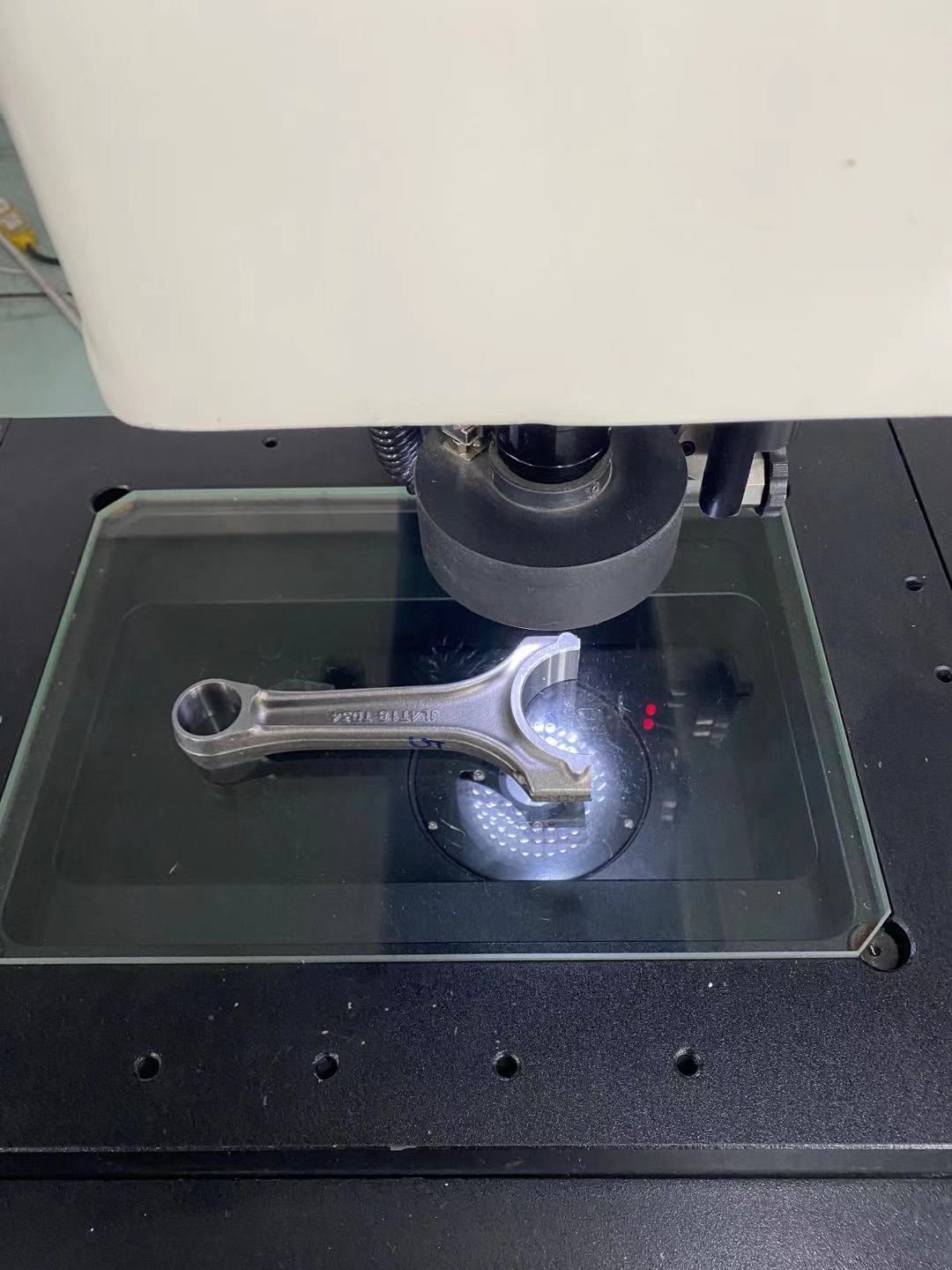
El examen macroscópico del tejido consiste en observar y analizar las características macroscópicas del tejido de las piezas forjadas mediante inspección visual o una lupa de baja potencia (generalmente un múltiplo de 30) × (abajo). Para la inspección macroscópica de la estructura de las piezas forjadas, los métodos comúnmente utilizados son el método de baja corrosión (incluido el método de corrosión en caliente, el método de corrosión en frío y el método de corrosión electrolítica), el método de prueba de fractura y el método de impresión de azufre.
El método de corrosión de baja potencia se utiliza para verificar grietas, pliegues, agujeros de contracción, segregación de poros, manchas blancas, poros, inclusiones no metálicas, aglomeración de segregación, distribución de líneas de flujo, tamaño de grano y distribución de acero estructural, acero inoxidable, superaleaciones, aluminio. y aleaciones de aluminio, magnesio y aleaciones de magnesio, piezas de forja de aleaciones de cobre, aleaciones de titanio y otros materiales. Sin embargo, para diferentes materiales, los agentes de grabado y las especificaciones de grabado son diferentes cuando se muestran estructuras macroscópicas.
El método de prueba de fractura se utiliza para verificar puntos blancos, delaminación, grietas internas y otros defectos en aceros estructurales y aceros inoxidables (excepto austenita), carbón grafítico en piezas forjadas de acero para resortes y sobrecalentamiento y combustión excesiva de este tipo de aceros. Para aluminio, magnesio, cobre y otras aleaciones, se utiliza para verificar si el grano es fino y uniforme, si hay película de óxido, inclusión de óxido y otros defectos.
El método de impresión de azufre se utiliza principalmente en algunas piezas forjadas de acero estructural grandes para verificar si la distribución de azufre es uniforme y el contenido de azufre.
Además de las muestras de forjado de acero estructural y acero inoxidable utilizadas para la prueba de baja potencia no se someten a un tratamiento térmico final, las piezas forjadas de otros materiales generalmente se someten a una prueba de baja potencia después del tratamiento térmico final.
Los métodos de inspección de la calidad interna de las piezas forjadas se pueden resumir generalmente como: método de inspección de estructuras macroscópicas, método de inspección de estructuras microscópicas, método de inspección de propiedades mecánicas, método de análisis de composición química y método de prueba no destructivo.
El examen macroscópico del tejido consiste en observar y analizar las características macroscópicas del tejido de las piezas forjadas mediante inspección visual o una lupa de baja potencia (generalmente un múltiplo de 30) × (abajo). Para la inspección macroscópica de la estructura de las piezas forjadas, los métodos comúnmente utilizados son el método de baja corrosión (incluido el método de corrosión en caliente, el método de corrosión en frío y el método de corrosión electrolítica), el método de prueba de fractura y el método de impresión de azufre.
El método de corrosión de baja potencia se utiliza para verificar grietas, pliegues, agujeros de contracción, segregación de poros, manchas blancas, poros, inclusiones no metálicas, aglomeración de segregación, distribución de líneas de flujo, tamaño de grano y distribución de acero estructural, acero inoxidable, superaleaciones, aluminio. y aleaciones de aluminio, magnesio y aleaciones de magnesio, piezas de forja de aleaciones de cobre, aleaciones de titanio y otros materiales. Sin embargo, para diferentes materiales, los agentes de grabado y las especificaciones de grabado son diferentes cuando se muestran estructuras macroscópicas.
El método de prueba de fractura se utiliza para verificar puntos blancos, delaminación, grietas internas y otros defectos en aceros estructurales y aceros inoxidables (excepto austenita), carbón grafítico en piezas forjadas de acero para resortes y sobrecalentamiento y combustión excesiva de este tipo de aceros. Para aluminio, magnesio, cobre y otras aleaciones, se utiliza para verificar si el grano es fino y uniforme, si hay película de óxido, inclusión de óxido y otros defectos.
El método de impresión de azufre se utiliza principalmente en algunas piezas forjadas de acero estructural grandes para verificar si la distribución de azufre es uniforme y el contenido de azufre.
Además de las muestras de forjado de acero estructural y acero inoxidable utilizadas para la prueba de baja potencia no se someten a un tratamiento térmico final, las piezas forjadas de otros materiales generalmente se someten a una prueba de baja potencia después del tratamiento térmico final.
Enviar Consulta



X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad